Разбор охлаждающей жидкости для станков с ЧПУ: типы, обслуживание и безопасность
Sep 30, 2025
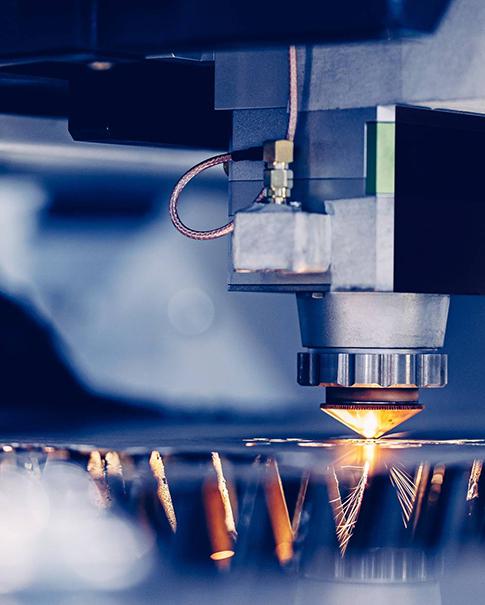
СОЖ — это не просто жидкость, разбрызгивающаяся вокруг вашего станка с ЧПУ, а то, что отличает чистый, точный рез от бракованной детали. В станках с ЧПУ СОЖ, будь то смазочно-охлаждающая жидкость, аэрозоль или специализированная смазка, контролирует нагрев, продлевает срок службы инструмента и облегчает удаление стружки. Распространённое заблуждение? Люди думают, что единственная функция СОЖ — охлаждение. На самом деле, она выполняет гораздо больше функций: смазывает инструмент, смывает стружку и даже улучшает качество поверхности. Неправильный выбор СОЖ — и вы рискуете не только резкими перепадами температуры, но и ухудшением геометрии, чистоты детали и безопасности оператора.
Выбор подходящей охлаждающей жидкости для станков с ЧПУ — это не просто техническая деталь: от неё зависят точность, качество деталей, безопасность оператора и общая стоимость проекта. Неправильный выбор может привести к пригоранию кромок, затуплению инструментов и постоянным простоям.
В Keso мы не просто говорим о теории: наши специалисты ежедневно настраивают систему СОЖ, и это руководство основано на их опыте работы в цеху. Независимо от того, режете ли вы алюминий, сталь или пластик, эти советы помогут вам понять, как СОЖ влияет на процесс обработки.
Типы охлаждающей жидкости для станков с ЧПУ и их применение
(Istock)
Не все охлаждающие жидкости для станков с ЧПУ одинаковы, и у станочников часто есть твёрдое мнение о том, какие из них действительно работают в реальных условиях. Выбор сводится к балансу между охлаждением и смазкой и выбору правильной смеси для вашего материала.
Охлаждающие жидкости на водной и масляной основе
Тип
Сильные стороны
Слабые стороны
Лучше всего подходит для
На водной основе
Отличное охлаждение, смывание стружки, менее затратно
Снижение смазываемости, риск появления ржавчины при неправильном обращении
Алюминий, пластик, общая механическая обработка
На масляной основе
Превосходная смазка, защищает кромки инструмента
Плохое охлаждение, может дымить на высоких скоростях
Сталь, титан, резка в тяжелых условиях
Варианты синтетического, полусинтетического и чистого масла
Синтетические охлаждающие жидкости —> Полностью на водной основе, без масла. Отлично подходят для терморегуляции и улучшения видимости, но обладают слабыми смазывающими свойствами.
Полусинтетические охлаждающие жидкости —> Смесь воды и масла. «Золотой промежуточный» вариант, подходящий для большинства автомастерских.
Чистые масла (чистые масла) —> 100% масло, непревзойденные по сроку службы инструмента и качеству поверхности твердых металлов, но грязные и дорогие в обращении.
Что говорят машинисты
На форумах по механической обработке и в цехах вы услышите много разговоров о лояльности к охлаждающей жидкости (в аэрокосмических цехах она обеспечивает стабильность). Предпочтения различаются, но суть ясна: выбирайте охлаждающую жидкость, которая соответствует вашей рабочей нагрузке, а не только вашему бюджету.
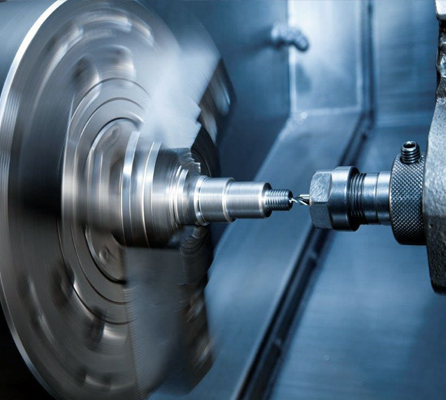
В высокоскоростная обработкаВыбор охлаждающей жидкости важен не только для охлаждения инструментов, но и для того, получите ли вы чистую обработку или же инструмент быстро изнашивается.
Как часто следует менять охлаждающую жидкость для станков с ЧПУ?
(Istock)
Единого графика замены охлаждающей жидкости не существует, он зависит от размера вашего цеха, номенклатуры материалов и частоты работы станков.
Цеха крупносерийного производства обычно обновляйте или циклически меняйте охлаждающую жидкость каждые 6–12 недель, поскольку при непрерывном использовании ее состав быстрее разрушается.
Средние мастерские часто может растянуться до 3–6 месяцев, если они продолжают осуществлять фильтрацию и мониторинг.
Мелкосерийные или прототипные цеха иногда можно использовать одну и ту же охлаждающую жидкость в течение 6–12 месяцев, но только при условии правильного обслуживания.
Признаки того, что охлаждающую жидкость пора менять
Этот прогорклый, кислый запах то, что заставляет машинистов задыхаться, — это рост бактерий.
Шлам или маслянистый остаток плавающий на поверхности.
Видимый «цвести» (пена или помутнение) из-за неконтролируемых бактерий.
Инструменты есть притупление быстрее обычного, или детали выходят с плохим качеством поверхности.
Что рекомендуют наши инженеры
Наши механики поддерживают чистоту охлаждающей жидкости с помощью простых привычек:
Аэрация для поддержания притока кислорода и снижения количества бактерий.
Системы фильтрации которые улавливают мелкую стружку и масляные частицы.
Вместо этого смешиваем с водой обратного осмоса/деионизированной водой водопроводной воды, чтобы избежать накопления минералов.
Если у вас нет времени следить за охлаждающей жидкостью, не переживайте. Многие мастерские просто передают обработку станков с ЧПУ на аутсорсинг таким компаниям, как Keso, где техническое обслуживание, мониторинг и подготовка станка уже интегрированы в процесс.
Техническое обслуживание системы охлаждения: фильтры и форсунки
(Istock)
Эффективность системы подачи СОЖ для станков с ЧПУ определяется её самым слабым звеном. Даже самая высококачественная жидкость не будет работать эффективно, если фильтры, форсунки или насосы не обслуживаются должным образом. Правильное обслуживание не только продлевает срок службы СОЖ, но и предотвращает износ инструмента, проблемы с качеством поверхности и дорогостоящие простои.
Выбор правильной установки фильтра охлаждающей жидкости для станка с ЧПУ
Фильтры защищают насос и сопла от стружки, мелких частиц и посторонних масел. Правильная настройка зависит от разрезаемого материала и рабочего цикла машины:
Рукавные фильтры: Доступный и эффективный вариант для легких и средних объемов загрузки стружки.
Циклонные сепараторы: Отлично подходит для цехов с большим объемом работ, где используются мелкие частицы.
Магнитные фильтры: Незаменим при обработке черных металлов.
Многие предприятия объединяют эти методы для создания многоуровневой защиты, гарантируя улавливание как крупных частиц, так и микрочастиц до того, как они достигнут критических частей системы.
Важность размещения и типов насадок
Подача СОЖ — это целое искусство. Сопла должны точно попадать на режущую кромку инструмента, слишком далеко — и рабочая зона будет просто залита жидкостью, без какого-либо эффекта. Популярные варианты:
Модификации Loc-Line: Гибкий, недорогой и легко перемещаемый.
Форсунки высокого давления: Обеспечивает глубокое проникновение при сверлении, нарезании резьбы и обработке закаленных материалов.
Форсунки для создания тумана: Полезно, когда подача охлаждающей жидкости избыточна, а смазка все еще нужна.
Изменение направления сопла может значительно улучшить эвакуацию стружки и качество обработки поверхности. Некоторые станочники даже экспериментируют с модификациями сопел, напечатанными на 3D-принтере, для создания нестандартной геометрии.
Советы по поддержанию здоровья груди
Насос охлаждающей жидкости — сердце системы, и его небрежное отношение может привести к засорению импеллеров или даже полному выходу насоса из строя. Основные рекомендации:
Регулярная уборка: Удалите скопления стружки и стружки из поддона.
Осмотрите рабочие колеса: Поврежденные лезвия снижают поток и давление, что сокращает срок службы инструмента.
Избегайте засорения шламом: Используйте перегородки или защитные решетки, чтобы не допустить попадания крупного мусора в приемное отверстие насоса.
При правильном обслуживании система охлаждения работает чисто, эффективно и предсказуемо, позволяя вам сосредоточиться на продолжительности цикла и допусках, а не на экстренном ремонте насоса.
Рекомендации по использованию охлаждающей жидкости и смазки для станков с ЧПУ
(Istock)
СОЖ для станков с ЧПУ — это наука о пропорциях, качестве воды и дисциплине. Вот как её правильно подобрать:
Целевые уровни концентрации: Большинство водорастворимых охлаждающих жидкостей лучше всего работают в диапазоне концентраций 8–12%, но их следует корректировать в зависимости от материала. Для алюминия часто предпочтительны более низкие концентрации для обеспечения чистоты поверхностей, в то время как для более твёрдых сплавов могут потребоваться более богатые смеси для смазки.
Используйте деионизированную (ДИ) воду: Использование воды, очищенной методом обратного осмоса или деионизированной воды, позволяет поддерживать чистоту поддона картера, уменьшает образование минеральных отложений и значительно продлевает срок службы охлаждающей жидкости. Жёсткая водопроводная вода может сэкономить время на начальном этапе, но обернётся отложениями и преждевременным выходом из строя.
Избегайте распространенных ошибок:
Избыточная концентрация приводит к образованию липких остатков и загрязнению инструментов.
Перекрестное загрязнение (смешивание марок или доливание неподходящей жидкости) дестабилизирует эмульсии.
Использование неподходящего типа охлаждающей жидкости, например, чистого масла там, где требуется синтетическая охлаждающая жидкость, может привести к образованию дыма, тумана или даже к поломке инструмента.
Короче говоря, относитесь к охлаждающей жидкости как к расходному материалу, требующему точности, а не догадок. Использование слишком бедной смеси или плохой фильтрации может ускорить износ кромок и образование микросколов. Для более подробного изучения раннего выявления признаков износа ознакомьтесь с нашим руководством по обнаружению и обслуживанию инструмента на станках с ЧПУ.
Здоровье и безопасность: опасна ли охлаждающая жидкость для станков с ЧПУ?
(Istock)
СОЖ для станков с ЧПУ обеспечивает бесперебойную работу, но операторы знают, что это требует компромиссов. Длительное воздействие тумана СОЖ или контакт с кожей может представлять опасность:
Распыление и вдыхание: Постоянное воздействие тумана может вызвать кашель, раздражение или длительные проблемы с дыханием. Мастерским, работающим с системами высокого давления, следует рассмотреть возможность использования улавливателей тумана и респираторов с электроприводом.
Воздействие на кожу: Дерматит часто возникает, если не использовать перчатки или защитные кремы. Всегда защищайте руки, особенно при использовании чистых масел и старых составов.
Химические раздражители: Некоторые охлаждающие жидкости содержат биоциды и стабилизаторы, которые, несмотря на свою эффективность, могут вызывать реакции при длительном воздействии.
На форумах реальных механиков часто встречаются предостерегающие истории: «кашель в поддоне», хроническая сыпь и головные боли, вызванные жирной плёнкой. Главный вывод: инвестируйте в хорошую вентиляцию, средства индивидуальной защиты и гигиену поддона — ваши лёгкие и кожа будут вам благодарны.
Устранение распространенных проблем с охлаждающей жидкостью для станков с ЧПУ
(Istock)
В Keso мы видели обе стороны. Некоторые клиенты полностью перекладывают на себя заботы о СОЖ, передавая услуги по её утилизации и доливке на аутсорсинг, что экономит им дни простоя в году. Другие просто консультируются с нами по поводу оптимизации рецептур СОЖ, продлевающей срок службы поддона. В любом случае, помощь экспертов обычно окупается. Вы можете получить бесплатный расчет стоимости наших услуг по обработке на станках с ЧПУ уже сегодня, поскольку даже самые лучшие системы СОЖ могут выйти из строя. Но вот что делать, если ситуация выходит из-под контроля:
Насос перегревается или заклинивает: Обычно проблема связана с накоплением шлама. Промойте поддон, очистите рабочие колеса и попробуйте улучшить фильтрацию перед повторным запуском.
Разделение или окрашивание: Разрушение эмульсий часто связано с жёсткой водой или несовместимостью марки охлаждающей жидкости. Иногда помогает смена марки охлаждающей жидкости, но фильтрация и деионизированная вода обычно решают основную проблему.
Бактерии, запах и пленка: Ужасный «прогорклый отстойник». Решение: дисковые скиммеры для удаления лишнего масла. Системы аэрации, препятствующие анаэробному размножению бактерий. Плановая очистка отстойника до того, как цветение станет катастрофическим.
Подумайте об уходе за охлаждающей жидкостью как об уходе за машиной: пренебрежение приводит к появлению запаха, пятен и простоям.
Когда лучше выбрать профессиональные услуги по подводу СОЖ для станков с ЧПУ, а когда — самостоятельные работы
Техническое обслуживание системы охлаждения часто оказывается «второстепенной задачей» для загру

 ПОДПИСАТЬСЯ НА НАШУ РАССЫЛКУ
ПОДПИСАТЬСЯ НА НАШУ РАССЫЛКУ



















