
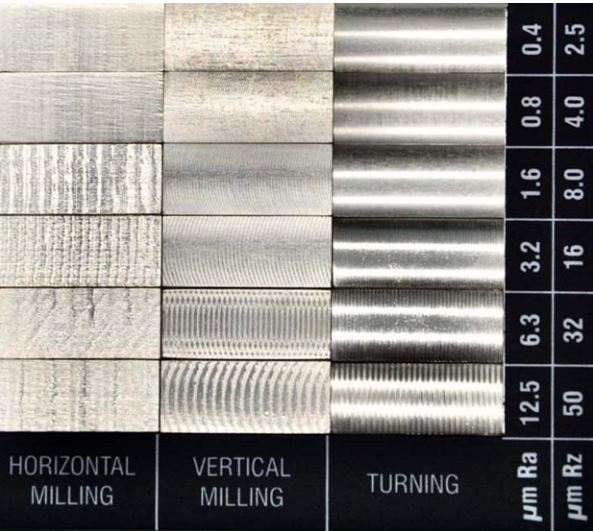
По сути, чистота поверхности при механической обработке определяется мелкими неровностями, остающимися на поверхности детали после обработки. Эти неровности обычно подразделяются на три категории:
Теперь представьте себе две крайности:
Именно этот баланс между скоростью производства и качеством отделки имеет значение. Мы видим это каждый день, когда обработка деталей для клиентов из разных отраслей. Правильная отделка может стать решающим фактором в том, пройдёт ли деталь проверку или окажется в мусорном ведре. КесоБлагодаря нашим передовым установкам для обработки и строгому контролю процесса нам не приходится выбирать между эффективностью и точностью, мы получаем и то, и другое.
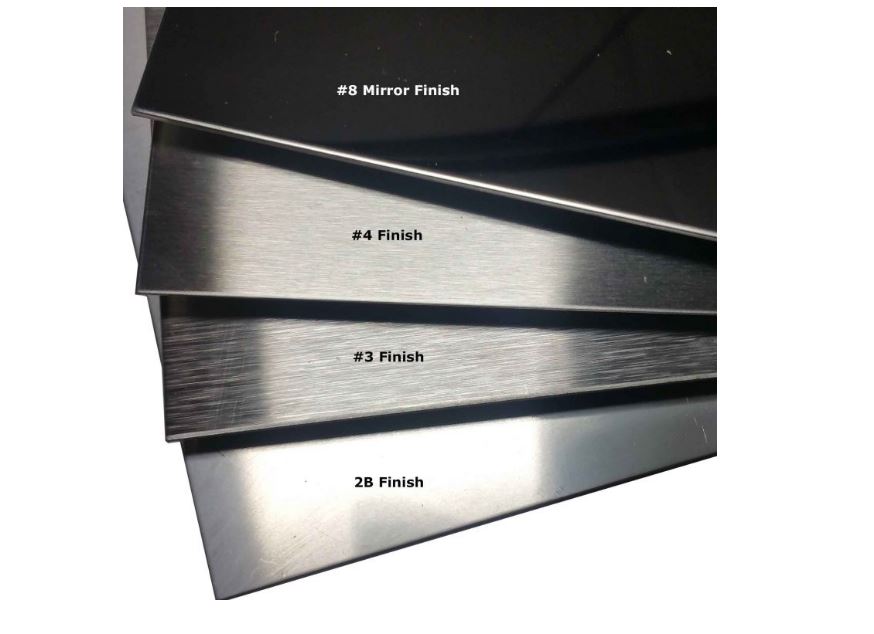
Зеркальная поверхность нужна не каждой детали. Поэтому специалисты по обработке деталей различают типы обработки поверхности, каждый из которых подходит для разных целей:
Для измерения и сравнения этих характеристик инженеры используют такие шкалы, как:
В Keso мы не просто рассчитываем Ra и Rz на бумаге, мы проверяем их с помощью собственного испытательного оборудования и подкрепляем реальными вариантами отделки, такими как дробеструйная обработка, анодирование, чистка и зеркальная полировка, гарантируя клиентам получение как цифр, так и качества поверхности, требуемых для их применения.
В механической обработке эти измерения часто привязаны к шкале шероховатости поверхности (иногда обозначаемой числом N, например, N1 = очень тонкая, N12 = грубая). Например:
Наличие стандартизированной шкалы шероховатости поверхности для механической обработки позволяет машинистам, инженерам и менеджерам по закупкам «говорить на одном языке» при определении требований к деталям. А когда дело доходит до допусков, опыт нашей команды в области механической и финишной обработки гарантирует, что готовая деталь будет соответствовать заявленным характеристикам.
SОтделка поверхности — это больше, чем просто выбор внешнего вида. обработка на станках с ЧПУ, он определяет трение, износостойкость, герметизирующие свойства и даже взаимодействие компонента с покрытиями или сопряжёнными деталями. Понимание таблиц шероховатости поверхности, единиц измерения и методов реальных испытаний гарантирует, что ваши детали будут соответствовать как функциональным, так и эстетическим требованиям. Мы консультируем клиентов по вопросам, какие виды обработки поверхности обеспечат им наилучшее сочетание функциональности, долговечности и стоимости. Ведь иногда зеркальная полировка компонента для аэрокосмической отрасли оправдана, а иногда достаточно простой фрезерованной отделки. Именно такие рекомендации мы предлагаем в каждом проекте.
В разных отраслях промышленности используются разные показатели шероховатости поверхности. В механической обработке наиболее распространёнными являются Ra (средняя шероховатость), Rz (средняя высота от пика до впадины) и значения N (классы шероховатости, в основном основанные на стандартах ISO).
Вот таблица перевода, которую на самом деле используют наши инженеры:
| Класс шероховатости (Н) | Ra (мкм) | Ra (мкдюйм) | Типичный пример процесса |
| N1 | 0,025 | 1 | Суперфиниширование / притирка |
| N2 | 0,05 | 2 | Притирка / хонингование |
| N3 | 0.1 | 4 | Тонкое измельчение |
| N4 | 0,2 | 8 | Шлифовка/Полировка |
| N5 | 0,4 | 16 | Чистовое фрезерование/точение |
| N6 | 0,8 | 32 | Стандартное фрезерование/точение |
| N7 | 1.6 | 63 | Общая обработка на станках с ЧПУ |
| N8 | 3.2 | 125 | Черновое фрезерование |
| N9 | 6.3 | 250 | Грубая токарная обработка |
| N10 | 12.5 | 500 | Тяжелые резы, литые поверхности |
Нержавеющая сталь часто требует более строгого контроля качества поверхности, чем более мягкие металлы, особенно в таких отраслях, как пищевая промышленность, аэрокосмическая промышленность и производство медицинских приборов. При обработке валов из нержавеющей стали для клиентов в пищевой промышленности гладкая поверхность — это не просто декоративный элемент, она предотвращает размножение бактерий и обеспечивает соответствие стандартам. Именно этим деталям мы уделяем особое внимание в JLCCNC.
Совет: нержавеющая сталь закаляется. Использование более острого инструмента, правильной охлаждающей жидкости и избегание трущихся поверхностей поможет сохранить качество поверхности.
Мы также обнаружили, что баланс скорости подачи и правильного покрытия инструмента имеет решающее значение. Один клиент из медицинской отрасли обратился к нам с грубыми прототипами имплантатов. После оптимизации параметров мы получили поверхности, достаточно гладкие, чтобы соответствовать стандартам хирургического контроля. Грубая обработка может привести к повышенному трению, более быстрому износу, а иногда и к неточной установке деталей. И, честно говоря, именно здесь хороший цех с ЧПУ играет решающую роль: резать может каждый, но не каждый может обеспечить такую чистую и однородную поверхность, которая сэкономит вам время на доработке и дополнительные расходы в будущем.
ТЕГИ :
 ПОДПИСАТЬСЯ НА НАШУ РАССЫЛКУ
ПОДПИСАТЬСЯ НА НАШУ РАССЫЛКУ
WHATSAPP : +86-15375471059
Электронная почта : allan@safekeso.com
Номер телефона : +86 15375471059



















